توضیحات:
گزارش کارآموزی برق صنعتی –
الکترونیک در 67 صفحه با فرمت word
و کاملا تخصصی همراه با نقشه و شکل
بخشی از متن:
تاریخچه کارخانه
کارخانه در 10 کیلو متری جاده الیگودرز- ازنا
روبروی کارخانه شیشه لرستان می باشد
. ظرفیت اسمی کارخانه 550 هزار تن در سال می باشد
و تولیدات کارخانه به عبارت زیر می باشد:
50 %
میلگرد آجدار
20 %
میلگرد ساده
10 %
ناودانی
10 %
نبشی
10 %
تسمه می باشد .
شرح مختصری از فرآیند تولید
و ظرفیت کارخانه :
ظرفیت اسمی کارخانه
550000 تن در سال تولید مقاطع سبک و میلگردهای
ساختمانی و صنعتی است که 50 % میلگرد آجدار ، 20% میلگرد ساده ، 10 % ناودانی ، 10
% نبشی و 10 % تسمه خواهد بود . که مواد اولیه مصرفی آن شمش های فولادی به سطح
130 * 130 و 150 *
150 میلیمتر مربع و بطول 6 الی 12 متری است . که نوع فولادهای مواد اولیه از نوع فولادهای
ساختمانی st
– 50 , st – 44 , st – 37 و فولادهای کم کربن ، متوسط
کربن و کم آلیاژی است که بیشتر در ساختمان ، پیچ و مهره ، الکترود ، میخ ، پرچ ، تورهای
حصاری ، سیم خاردار ، صنایع فلزی و ماشین سازی کاربرد دارند .
شمش های خریداری شده از داخل یا خارج از کشور
و حمل توسط تریلی ها بعد از انبار شدن در انبار شمش توسط جرثقیل سقفی در قسمت شارژینگ
روی میز روله قرار داده می شود سپس داخل کوره هدایت می شوند و ظرفیت کوره 110 تن در
ساعت می باشد که در این دمای 600 تا 1150 و حداکثر تا 1200 درجه سانتیگراد رسانده می
شود و سپس بعد از رسیدن به دمای مورد نظر شمش از کوره خارج می شود و چون شمش سرخ شده
، در مجاورت هوا شدیدا اکسیده می گردد ، لذا پس از خروج از کوره عمل پوسته زدایی زیر
غلتکها همراه پاشیدن آب انجام می شود و سپس بکمک غلتکهای کشنده بطرف نورد اولیه هدایت
می شود ، شمش پس از عبور از نورد اولیه ، میانی و نهایی شکل مورد نظر تسمه ، میلگرد ، ناودانی و با نبشی
به خود می گیرد .
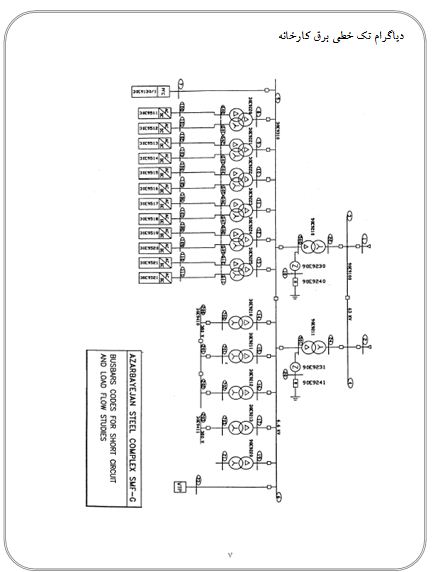
خط نورد در مجموع از 18 قفسه استند تشکیل شده
است که بصورت افقی و عمودی پشت سر هم مرتب شده اند و محرک اصلی این استندها موتورهای
DC تحریک جداگانه می باشد .
طراحی خط بگونه ای است که هیچگونه پیچش و یا
کششی ایجاد نمی شود و خط همواره با سرعتی معادل 2.5 الی 18 متر بر ثانیه می تواند محصول
تولید نماید . بدلیل تنوع تولیدات استندهای 12 و 14 و 16 و 18 قابلیت چرخش از حالت
افقی به عمودی و بالعکس را دارند در طی فرآیند تولید ، قیچی های پروانه ای عملیات قیچی
کردن ابتدا و انتهای شمش در حال نورد را بدلیل سرد شدن بر عهده دارند .
محصول نورد شده بمنظور خنک شدن ، داخل قسمت بنام Queching خنک کاری می شود و در صورتی
که مصرف صنعتی نداشته باشند به قسمت برش گرم هدایت خواهد شد . در مرحله برش گرم محصولات
خروجی توسط یک قیچی پروانه ای برای سایزهای کوچک و با قیچی لنگ برای سایزهای بزرگ به
قطعاتی با طول 96 متر تبدیل خواهد شد .
مناسب جهت استفاده دانشجویان برق و ...
در قالب فایل word و قابل ویرایش
فایل های دیگر این دسته
-
 قیمت: 65٬000 تومان
قیمت: 65٬000 تومانکارآموزی شهرداری رشته حسابداری
-
 قیمت: 45٬000 تومان
قیمت: 45٬000 تومانگزارش کارآموزی تراشکاری
-
 قیمت: 16٬000 تومان
قیمت: 16٬000 تومانگزارش کارآموزی شرکت سایپا
-
 قیمت: 34٬000 تومان
قیمت: 34٬000 تومانگزارش از ایستگاه هواشناسی اقدسیه و سازمان هواشناسی
-
 قیمت: 45٬000 تومان
قیمت: 45٬000 تومانگزارش کارآموزی بررسی نیروگاه سیکل ترکیبی شهید رجایی قزوین
-
 قیمت: 65٬000 تومان
قیمت: 65٬000 تومانکارآموزی راه سازی و روسازی راه ها
-
 قیمت: 65٬000 تومان
قیمت: 65٬000 تومانکارآموزی نقشه برداری، راهسازی، روکش آسفالت، پل سازی در اداره راه و ترابری
-
 قیمت: 13٬200 تومان
قیمت: 13٬200 تومانتحقیق بررسی نیروگاه سیکل ترکیبی شهید رجایی قزوین

